Тема 1. Ремонт срумоприймачів
Тема уроку виробничого навчання на виробництві для 15 групи
1. Підготовка до ремонту
1. Підготовка до ремонту
1.1 Очищення вузлів і деталей
Для якісного проведення технічного обслуговування, ремонту і фарбування рухомого складу його вузли і деталі повинні бути очищенні від пилу, бруду, старої фарби, корозії і мастила. Це здійснюється різними способами: обмивкою водою під тиском з застосуванням спеціальних емульсій, мастил і паст ( хімічний спосіб ); за допомогою стальних щіток і скребків (механічний); за допомогою скляних шариків або кісткових крихт розпилюють стислим повітрям (пневматичний ) і ультразвуковим способом .
Усі зняті деталі струмоприймача, навіть полози, грузять у металеву корзину і промивають у моїчній машині, а при її відсутності відчищають від бруду та пилу тканиною змоченою у гасі. Зняті підшипники промивають в емульсії виготовленій з підігрітого 10% відробленого мастила, деталі приводу також промивають у керосині і витирають насухо тканиною.
При ремонті редуктора повітряні канали сідла клапанів та самі клапани прочищають загостреною дерев'яною палицею з надітою на її кінець чистою тканиною. Усі деталі крім шкіряних манжетів та катушок електромагнітного вентиля клапану КП-1709, відчищають від бруду і ржавчини промивкою в керосині.
Опорні ізолятори відчищають: фарфорові -у 5% розчині каустичної соди, пластмасові - у 3% розчині щавельної кислоти промиваючи приблизно 40-60 хвилин, потім підігріти водою.
1.2 Дефектація вузлів та деталей
Дефектація - це виявлення дефектів і несправності у вузлах і деталях рухомого складу, які можуть привести до виходу зі строю цього рухомого складу. На струмоприймачах виявлення несправностей і дефектів виконують візуально ( виявлення при огляді ) і вимірюванням ( зрівнюючи основні розміри з розмірами креслення деталей ).
Основання струмоприймача не повинне бути перекошеним, а його елементи не повині мати погнутостей , тріщин , розроблених отворів під болти , та неякісних зварних швів. На ізоляторах дивляться щоб не було тріщин, резинові амортизатори неповину бути ушкоджені або не втратили еластичності . Пружини приводу не повинні мати тріщин, вм'ятин та зазорів між витками більш 1,5 мм .
Важелі приводу не повинні мати в отворах та на робочих поверхнях вироблень. Несправні підшипники замінюють. Рами струмоприймачів не повинні мати погнуті труби, тріщини, прожоги або вм'ятини тяг і основання кареток зі зносом більш 1мм замінюють. По спеціальному шаблону перевіряють профіль каркасу полоза. Вгнутість його на довжину 1мм прямолінійної частини не повинна перевищувати 2мм, а відстань між кінцями його склонів не повинна відрізнятися від креслярських розмірів більш ніж на ± 15мм. Каркаси полозів з товщиною спинок менше 1.5 мм замінюють. Якщо на полози встановленні вугільні вставки то найменша їхня товщина повинна бути не менше 10 мм. Зазор між вставками повинен бути 0,8 мм. Якщо встановленні мідні пластини то їх товщина має бути від 2,5 до5-6 мм. Товщина металокерамічних пластин, як і мідних повинна бути не менш 2.5 мм.
4. Технологічне устаткування що застосовується при ремонті
При ремонті струмоприймача використовують таке технологічне устаткування як:
1. Верстат точильно-шліфувальний ТШ-2
2. Рівнеміри промислового застосування та поплавкові ГОСТ 8.321-78
3. Динамометр ДПУ-0,02-1УХЛ2 ГОСТ 13837-79
4. Ключі гайкові з відкритим зівом двосторонні ГОСТ 2839-80
5. Лінійка-1000 ГОСТ 427-75
6. Лопатка дерев'яна для нанесення розплавленого мастила за місцевими умовами
7. Манометр МТИ з верхньою межею вимірювання1,0МПа, кл. точності 1 ТУ 25.05.1481-77
8. Молотки слюсарні сталеві ГОСТ 2310-77
9. Напилки ГОСТ 1465-80
10. Викрутки слюсарно-монтажні ГОСТ 17199-88
11. Пристосування для знімання характеристики струмоприймача ПР 1050.02.00
12. Рулетка вимірювальна металева ГОСТ 7502-89
13. Секундомір СОСпр-2б-2-000 ТУ-92-1819.0021-90
14. Стенд для ремонту пневмопривода струмоприймача А 2424.00.00
15. Шаблон для правки полоза ПР 1608.00.00
16. Штангенциркуль ШЦ-І-125-0,1 ГОСТ 166-89
17. Щупи-100, набір 2, кл. точності 1 ТУ 2-034-225-87
Примітка - дозволяється використовувати інші типи приладів, апаратури та інструментів, що забезпечують необхідний режим і точність вимірювань.
При ремонті полозів застосовується таке обладнання як: столи для видалення сухого графітного змащення, стенди для ремонту полозів з пневматичними затискачами, пневматичні гайковерти, шаблони для правилики полозів з контролем ширини полозів, пневматичні ножиці для різки контактних пластин, стерильний верстак, прес для гнуття контактних пластин шафи для намащення полозів з витяжним пристроєм. При ремонті кареток застосовується виправне обладнання. При ремонті деталей системи рухливих рам використовуються стелажі для утримання струмоприймачів перед ремонтом і після нього, стенди для ремонту струмоприймачів, універсальні кондуктори для верхніх і нижніх рам, преси для правилики труб.
У відділенні мають бути пробивні стенди на яких випробують опорні ізолятори на пробой з пробивною напругою 100кВ. При ремонті підйомно - опускаючого механізму використовують пристрої для вивершення кінцевих втулок пружин, пневматичний пристрій для розборки циліндрів струмоприймачів.
Рукова з труб проходять іспити в апаратному цеху на діелектричну міцність ( рукав в зборі повинен витримати за 1хв напругу 9,5 кВ змінного струму частотою 50Гц ) на спеціальному стенді .
Якщо якись вузел або деталь струмоприймача потребує зварювання, у відділенні апаратного цеха повинна бути електрозварка або газозварка.
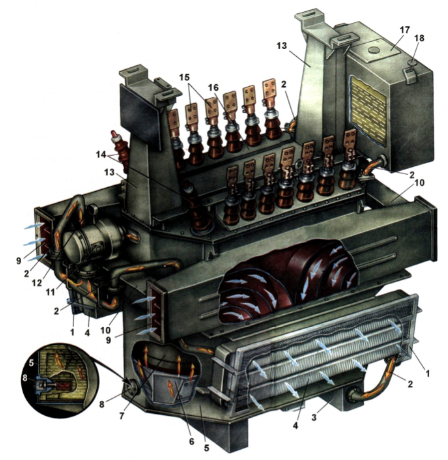
 1—основа струмоприймача; 2—головний вал; 3—пружина; 4—циліндр приводу; 5—кронштейн з амортизатором; 6—скоба; 7 — шарнір; 8—важілі; 9—скоба; 10—мідний шунт; 11—гайка; 12—пружинотримач; 13—редукційний пристрій; 14—синхронізуючі тяги; 15—шарнір; 16—хомут; 17—хомут верхньої рами; 18—верхня рама; 19—струмознімальна накладка; 20—полоз (лижа); 21 — каретка
1—основа струмоприймача; 2—головний вал; 3—пружина; 4—циліндр приводу; 5—кронштейн з амортизатором; 6—скоба; 7 — шарнір; 8—важілі; 9—скоба; 10—мідний шунт; 11—гайка; 12—пружинотримач; 13—редукційний пристрій; 14—синхронізуючі тяги; 15—шарнір; 16—хомут; 17—хомут верхньої рами; 18—верхня рама; 19—струмознімальна накладка; 20—полоз (лижа); 21 — каретка


Комментарии
Отправить комментарий